一、实验目的
3D打印开放实验是一门以动手能力为主的实践课程。经过对3D打印机原理以及操作流程的了解与学习,使学生掌握熔融沉积型(FDM)3D打印机的基本使用方法,并了解其他类型的3D打印技术特点及应用;能独立使用FDM 3D打印机完成工件的加工打印,并鼓励指导学生将3D打印技术融合应用于各项创新比赛及其他各科目的学习中。
二、实验要求
2.1知识要求:
1.了解FDM 3D打印机工作原理和构造;
2.了解增材制造技术与传统减材加工技术的区别;
3.了解其他3D打印技术及其应用场合和发展前景;
2.2技能要求:
1.掌握基本的三维制图软件的使用方法;
2.掌握Cura切片软件的使用方式;
3.掌握FDM 3D打印机基本操作方法,可独自完成工件的加工打印;
4.初步掌握3D打印机常规问题的处理方法。
三、实验设备
FDM快速成型机 两台
四、实验内容
4.1快速成型技术
快速成型(rapid prototyping,RP)或增材制造(additive manufacturing,AM)俗称3D打印。它可将虚拟世界中任一复杂的3D数字化模型转变为客观世界中真实存在的3D实体。不同于传统的减材制造,3D打印不需要机加工或任何模具,便可以加工出形状结构复杂的零件。3D打印可以看成是断层扫描的逆过程:断层扫描是把某个物体假想切成无数叠加在一起的片,3D打印就是将这一片一片打印出来,同时叠加在一起,最终形成一个立体物体。3D打印时,软件通过计算机辅助设计(CAD)完成一系列数字“切片”,并将这些切片的信息传递给3D打印机,由它将薄型层面堆叠在一起,直至所要打印的固态物体成形。3D打印有许多不同的技术:其主流技术包括熔融沉积型(FDM)、 立体光固化(SLA)、选择性激光烧结(SLS)、分层实体制造(LOM)等。
4.2 FDM桌面式3D机
FDM是把塑料熔化成半融状态拉成丝用线构建面,一层一层堆积起来。FDM式3D打印机是最为常见的桌面式打印机,本实验将选择该类型打印机完成模型完成。
①桌面3D打印机结构
以创想三位CR-200B为例:

图1 3D打印机结构
1—上罩;2—喷头套件;3—打印平台;4—调平螺母;5—前门;6—触摸屏;7—存储卡槽和USB接口;8—电源开关;9—远端挤出机;10—断料检测11—料架;12—电源插口
②桌面式3D打印机操作
1.平台调平:
初次调平前,拧紧平台底部的四个调平螺母2.选择设置→调平模式→辅助调平,点击数字①/②/③/④/⑤。我们可以利用一张A4纸辅助调平,使喷嘴刚好能在A4纸上产生划痕。依次完成四个边上上调平螺母的调节,不断调整直到在拉动A4纸时能感受到来自喷嘴的轻微阻力。调节完成后耗材应均匀粘在平台上,无翘边或挤出不足现象。
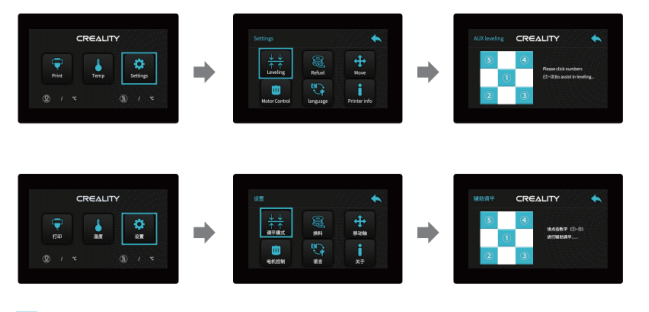
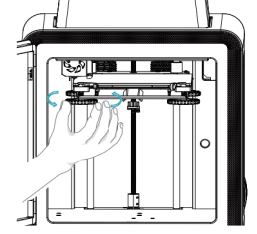
图2调平过程
2.预热:
预热方式可选择自动预热或手动预热两种方式进行。

方法一:
方法二:

图3预热方式
3.安装耗材:
温度上升时,把耗材挂在料架上,当前温度达到目标温度时,将耗材插入挤出机小孔直至喷嘴位置,等看到喷嘴处有耗材流出即表示耗材已经装载完成。
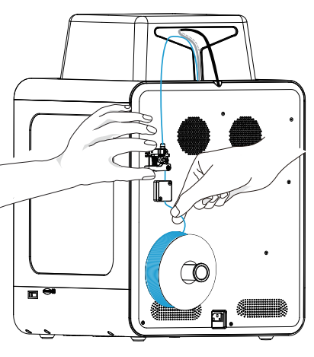
图4安装耗材
4.开始打印:
打印步骤为生成G代码→保存到存储卡→插入存储卡→打印→选择由菜单→要打印的文件。应当注意,创想三维的该型号打印机文件名需为拉丁字母或数字,不能为汉字或其他特殊符号。
除此之外,还可以选择联机打印,但联机打印要求联机过程中信号传输过程足够稳定,否则容易导致打印失败。
4.3切片软件
所有增材制造都从创建虚拟三维CAD开始,这个过程几乎可以用所有计算机辅助制造软件(CAD)实现。然而,想要完成打印,就需要将CAD文件转化成AM机器的软件(切片软件)可以识别的文件格式,当前最为常用的文件格式是STL文件(也被称为标准三角语言),该格式可以将原始的CAD文件转换为三角面片文件。STL文件的分辨率越高,它包含的三角面片越多,因此模型质量越好。
由CAD软件生成的STL文件在切片软件中打开,并将模型以最合适打印的方向放置在软件虚拟构建平台上。打印方向会影响最终打印表面质量和零件强度。有时,在打印过程中会使用支撑材料,以确保能够打印悬垂的零件。
接着,切片软件会对STL文件中的模型进行切片操作,并允许设置其他打印参数,包括打印分辨率(层厚)、材料、填充模式、速度等。
以著名的开源3D打印切片软件Cura为例,Cura软件包含了所有3D打印所需要的功能,有模型切片和打印机控制两大部分。其主要特点就是快,它是目前所有3D打印模型软件切片最快的上位机软件,且软件操作界面简洁明了,对每个参数都提供了详细的提示,非常容易上手。
该软件支持导入的文件格式包括STL,3MF,AMF或OBJ格式。
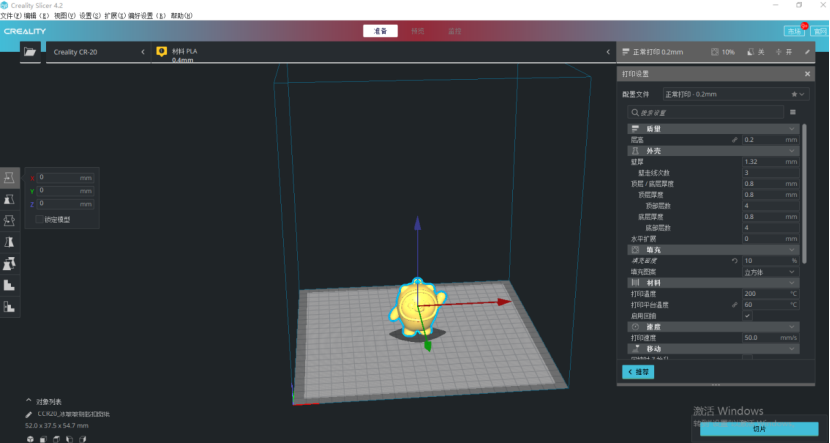
图5 Cura软件界面
4.4工件的设计及打印
3D打印的设计过程为:先通过计算机建模软件建模,再将建模的三维模型“分区”成逐层的截面,即切片,从而指导打印机逐层打印。

图6 3D打印过程链
五、实验原理
5.1实验原理
该工艺以PLA材料为原材料,在其熔融温度下靠自身的粘接性逐层堆积成形。在该工艺中,热塑性丝状材料连续地由送丝机构送至热熔喷头,在喷头处受热熔化为半液体状挤出,由导入的文件程序控制涂敷在平台上,形成工件单层形状的薄膜,而后平台下移进行下层打印,积聚逐步堆积成形。这样就将一个物理实体复杂的三维加工转变成一系列二维层片的加工,因此大大降低加工难度,易于复杂工件的成型加工。如图7所示。
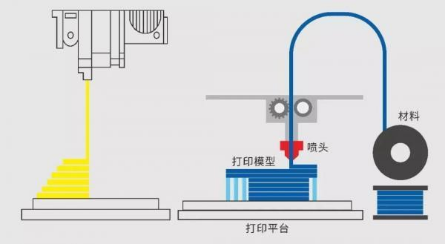
图7 FDM快速成型原理示意图
5.2技术指标
型号CR-200B
成型尺寸200*200*200mm
成型技术FDM
喷头数量1
切片层厚0.1mm-0.4mm
喷嘴直径 标配0.4mm
打印精度+0.1mm
打印材料1.75mm PLA
电源规格输入:AC100-240V50/60Hz;输出:DC24V
额定功率320W
热床最高温度≤100℃
喷嘴最高温度≤250℃
打印速度<180mm/s,正常为30-60mm/s
5.3FDM快速成型技术特点
FDM技术的优点:
1)可以成型任意复杂程度的零件,常用于成型具有很复杂的内腔、孔等零件;
2)原材料利用率高,且材料寿命长。
3)原材料以材料卷得的形式提供,易于搬运和快速更换。
4)可选用多种材料,如各种色彩的工程塑料ABS、PC、PPS及医用ABS等。
5)原材料在成型过程中无化学变化,制件的翘曲变形小。
6)用蜡成型的原型零件,可以直接用于熔模铸造。
FDM技术的缺点:
1)原型的表面有较明显的条纹,成型精度相对较低,最高精度0.127mm。
2)需要设计和制作支撑结构。
3)需要对整个截面进行扫描涂覆,成型时间较长,成型速度相对SLA 慢7%左右。
4)原材料价格昂贵。
六、实验步骤
6.1三维模型设计
利用SolidWorks、UG、犀牛等三维制图软件完成工件三维建模,并将图纸存为STL格式。
6.2切片处理
STL文件导入至切片软件Cura中,调整模型大小及位置;根据模型状态要求选择支撑类型和打印平台附着类型;根据工件受力要求及打印时长合理选择填充密度;其余参数设置可根据具体情况在建议参数附近进行改动。
建议打印参数如下图8所示:
图

8 打印参数建议设置值
设置完成后,将文件转存为Gcoge文件进行切片处理,在预览里检查参数是否合理。存至SD卡中。
6.3工件打印
打开FDM打印机;平台进行调平;装上所需耗材;预热喷头和平台;将存有Gcode文件的SD卡插入打印机中或直接在联机状态下选择所需打印文件,开始打印。
6.4后处理
打印完成后,关闭电源进行降温,冷却后将工件取下,若温度过高卸工件易使工件产生应力变形。
工件取下后,去除多余支撑和附着,根据需求可进行打磨剖光、上色等处理。
七、实验注意事项
1.参加实验的学生按照预约制提前与老师完成实验预约,并按预约时间到实验室上课;
2.存储之前选好成形方向,一般按照“底大上小”的方向选取,以减小支撑量,缩短数据处理和成型时间;
3.受打印机空间和成型时间控制,建议打印模型控制在30*30*30以内;
4.为打印正常进行,工件设计尽量避免过细小的结构出现;
5.实验期间学生应当严格遵守实验室各项规章制度,注意实验安全;
6.为保证实验使用设备的使用寿命,学生应当严格按照实验要求规范操作,若打印完成后工件难以卸下,应当适当调整打印机平台温度,禁止暴力拆卸;
7.实验结束后,学生应将实验过程中使用的工量具放置到指定位置,清理电脑中多余文件,清扫实验场地。
八、思考题
1.FDM快速成型工艺精度的影响因素有哪些?
2.快速成型技术应用领域有哪些?


 微信公众号
微信公众号
 微博公众号
微博公众号
